
수성페인트 도장시 희석량이 많을 경우 발생하는 문제점과 해결방법
페이지 정보
작성자 운영자 작성일 20-02-01 23:18 조회 1,766회관련링크
본문

수성페인트 도장시, 희석량이 많을 경우 발생하는 문제점
이번 포스트에서는 수성페인트 도장 시 희석을 많이 할 경우
발생하는 문제점에 대해서 알아보겠습니다.
일반적으로 페인트는 상온에서 유동성을 갖는 액체로서,
물질의 표면에 도장되어 엷은 층을 형성하여
물체를 보호하고 미관을 아름답게 장식하는 제품으로
수지, 안료, 첨가제, 물(용제) 4가지 성분으로 구성되어 있습니다.
이 4가지 성분에 대해 간단히 살펴보면
수지는 도막을 형성하여 물체를 보호,
안료는 색상 및 기능 부여,
첨가제는 페인트나 도막의 성질 조절 및 물성 향상,
물(용제)은 제조/보관 및 작업시 적절한 점도를 부여하는 역할을 합니다.
수성페인트에서는 적절한 점도를 부여하는데 사용하는 물은
건조되는 과정에서 증발되어 도막 내에 남지 않습니다.
따라서 도장 시에 과다한 양의 물을 섞어 사용할 경우에는
충분한 두께의 도막이 형성되지 못하거나
페인트가 흘러내리고
구성 성분(수지, 안료, 첨가제, 물)들간의 분리가 일어나면서
균일하지 못한 외관이 형성됩니다.

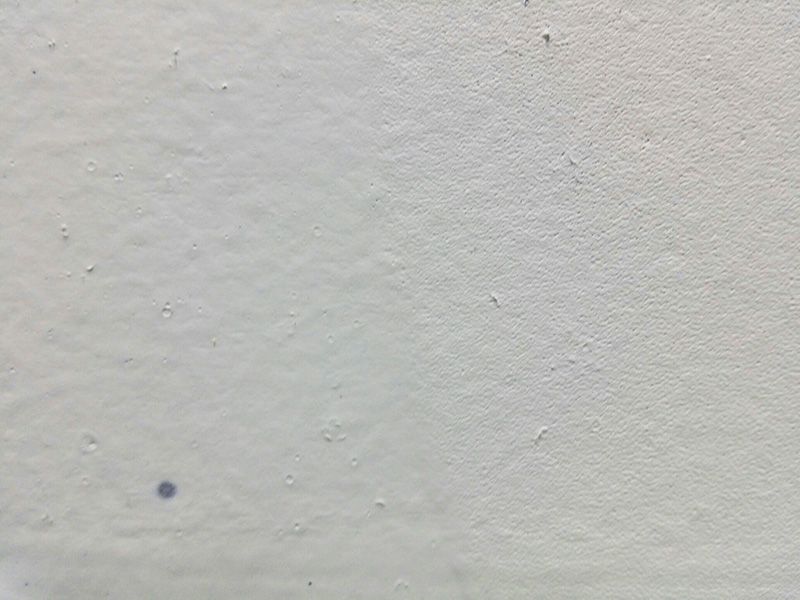
위 이미지는 과다한 물을 혼합한 후도장하여
불균일한 외관이 형성된 사진으로
멀리서 확인하였을 때는 이색현상과 거의 동일하게 나타납니다.
_1.jpg)
이색현상은 근접하여 확인해도
색상이 서로 다르게 보이는 형태로나타나지만
과희석에 의한 외관 불균일의 경우에는
위와 같이 색상은 동일하지만 건조 도막의 외관이 다르게 나타납니다.
사진상에서 왼쪽은 균일한 외관이 형성되었지만
오른쪽의 경우는 울퉁불퉁한 외관이 형성되어
표면이 거칠고 광택이 낮게 형성되면서
멀리서 보았을 때 색상이 다르게 보이는 현상이 나타나는 것입니다.
‘KS M 6010 1종 2급’으로 재연실험을 통해
현상에 대해 확실히 살펴볼텐데요.
우선 현장에서 발생했던 외관 불균일에 대한
재연 시험을 진행해 보았습니다.
KS M 6010 1종 2급 제품에 물로 40% 희석한 다음
도막 두께를 달리하여 도장하였습니다.
사진상에서 왼쪽은 흘러내리지 않도록 도장된 부분이고,
오른쪽은 흘러내릴 정도로 많은 양을 도장한 부분으로
현장과 같이 울퉁불퉁한 외관이 형성되는 것이 확인됩니다.
추가로 과희석일 때 가장 흔히 발생할 수 있는
은폐에 대한 시험을 진행하였습니다.
은폐 정도를 뚜렷하게 구분하기 위해서 바탕색을 흑색으로 도장하고
KS M 6010 1종 2급 제품을
무희석 / 20% 희석 / 40% 희석하여 도장하였습니다.
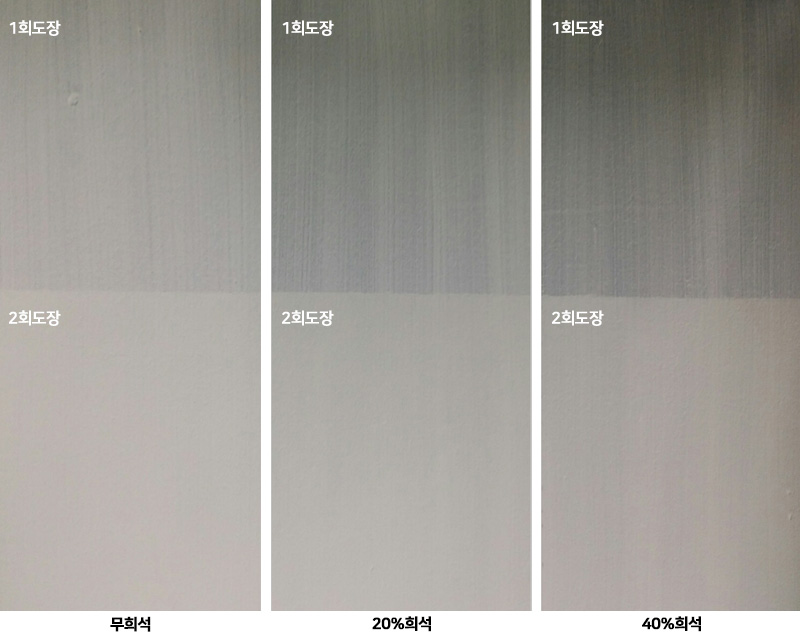
윗부분은 1회 도장한 부분이고
아랫부분은 2회 도장한 부분으로 희석양에 따라
바탕 흑색이 비치는 정도가 다르게 나타나는 것이 확인됩니다.
희석양은 제품의 종류 및
도장 방법(붓/롤러/스프레이)에 따라서도 다르기 때문에
절대적인 수치는 없으므로
기술자료상에 추천하는 도장 방법 및 희석양을 확인하시고 사용하는 것이 좋습니다.

수성페인트를 과희석하여 도장할 경우에
생기는 문제점에 대해서 알아봤는데요.
수성페인트를 과희석 할 경우 여러가지 문제가 발생할 수 있어
당사에서는 모든 수성페인트의 작업시 주의사항에
아래와 같은 문구가 포함시켜 주의를 주고 있습니다.
“희석이 필요한 경우에는자료상의 추천 희석비 내에서
상수도물로 희석하여 사용하시기 바라며,
과도한 희석은 흐름현상(SAGGING), 튐현상, 이색현상, 은폐불량 및
기타 작업성, 일반물성에 영향을 미칠 수 있으니 피하십시오.”
아주 미미한 사항인 것처럼 보이지만
과희석하여 페인트를 사용할 경우에는
물체를 보호하고 미관을 아름답게 장식하는
페인트의 기본 기능을 상실하게 되는 것이니
꼭추천 희석비 내에서 사용하시기 바랍니다.
